Sensor-Based Ore Sorting Plants : Maximize Value from Every Ton of Mined Ore
Efficient ore sorting is key to maximizing profitability and sustainability in mining and processing. Our Sensor-Based Ore Sorting Plants are automated solutions designed to help mine and quarry operators extract maximum value from each ton of ore while minimizing waste and reducing environmental impact.
Industries We Serve:
Our turnkey solutions cater to diverse industries, including:
Lime production
Cement manufacturing
Ceramic manufacturing
Bauxite processing
Other industrial minerals
Typical Applications:
The ore sorting plants are equipped to handle a wide range of applications:
Stockpile Formation: Create grade-specific piles based on CaCO3 content.
Waste Ore Rejection: Separate waste based on clay, sand, dolomite, and minerals associated with Al and Fe content.
Blending Control: Ensure optimal CaCO3 content for improved production efficiency.
MgCO3 Monitoring: Maintain dolomite content in kiln feed below set criteria (typically 5%).
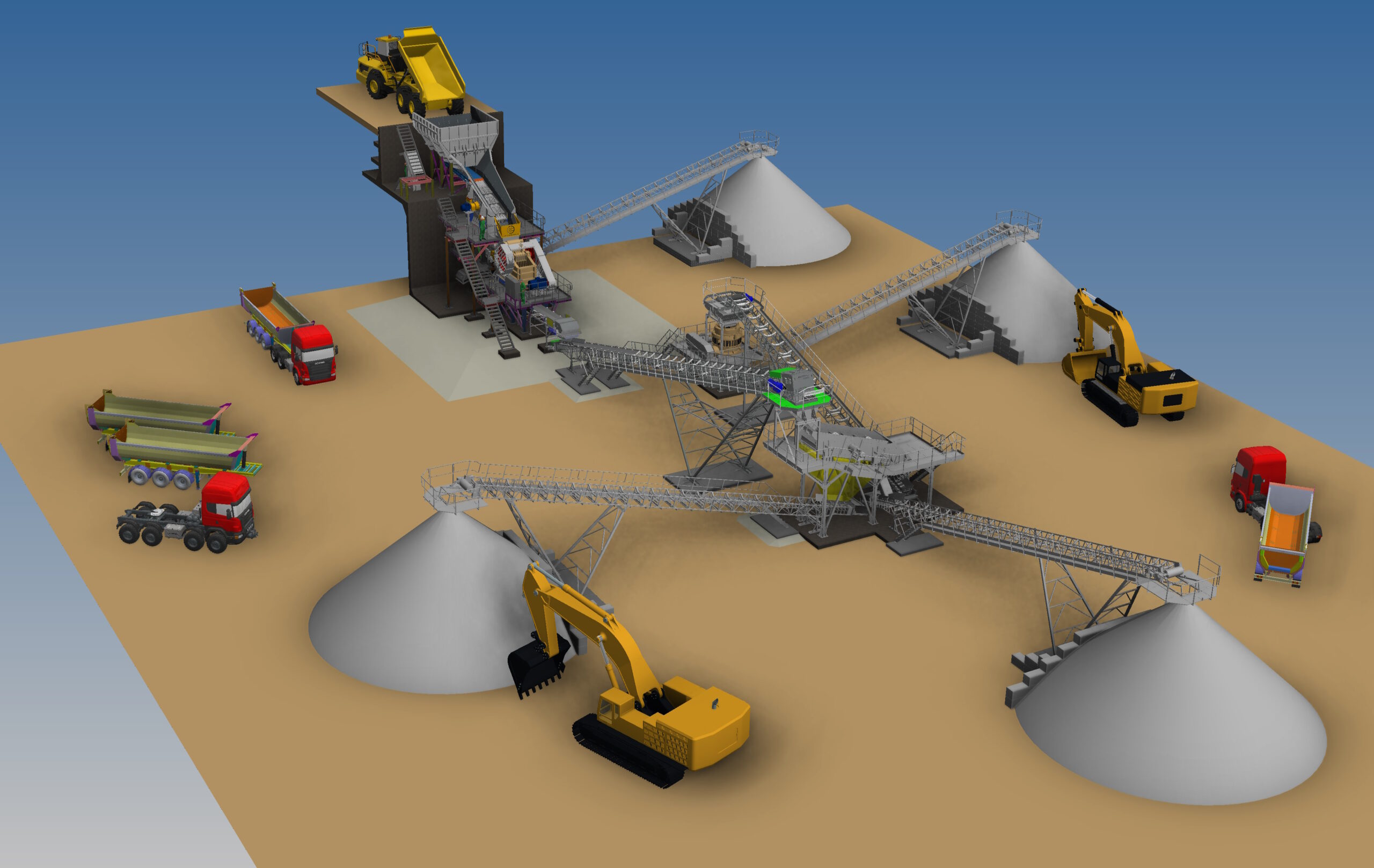
Comprehensive Turnkey Solutions
Our solutions include a fully integrated plant designed to meet your unique operational requirements:
1. Advanced Ore Quality Measurements in Real-Time
Sensor and cloud-enabled ore quality measurement systems for automated process control. Learn More…
2. Complete Plant Components
Including conveyors, diverters, screens, crushers, and more.
3. Flexibility in Design
Choose from stationary, semi-stationary, or fully mobile setups to integrate seamlessly with existing equipment.
4. Mobility
Mobile sensor-based ore sorting plants can work directly with your current mobile crushers and screening equipment, providing unparalleled flexibility and efficiency.
5. Commissioning and Installation
Our team ensures seamless setup and integration of the plant into your operations, providing full support during commissioning and installation.
Why Choose Our Ore Sorting Plants?
Increase Profitability: Maximize the extracted value from your resources.
Enhance Sustainability: Reduce waste and optimize ore utilization.
Tailored Solutions: Custom-built to fit the specific needs of your operation.
Take the first step towards boosting your mining profitability.
Contact our sales team to learn how our ore sorting plants can enhance your operations.